
Home › Forum › Discussioni Generali › Webinar: LA PRATICA DELLE STRUTTURE IN ACCIAIO – 3 NOVEMBRE 2023
- Questo topic ha 8 risposte, 1 partecipante ed è stato aggiornato l'ultima volta 1 anno fa da
 Daniele Borgogni.
Daniele Borgogni.
-
AutorePost
-
-
1 Novembre 2023 alle 10:49 #16003

-
8 Novembre 2023 alle 9:03 #16059
 Gianluca Regoli
Gianluca Regoli
Buongiorno, ho seguito con interesse il webinar.
Ho una domanda su un tema che credo sia stato trattato, ma non mi ritrovo gli appunti.
I bulloni esistono in commercio anche zincati a caldo (quindi immagino siano prima formati anche come filettatura e solo alla fine zincati a caldo), così come le barre filettate. Se invece prevedessi in progetto un tondino in acciaio S355 filettato alle estremità (pensiamo ad una catena metallica per murature o, perchè no, ad un tirafondo), potrei richiederlo zincato a caldo? Se no, perchè no?
Grazie. -
8 Novembre 2023 alle 11:27 #16060Daniele Borgogni
RISPOSTA ALLA DOMANDA POSTA DA GIANLUCA REGOLI
Buongiorno Gianluca (mi permetto di darti del tu),
Sono contento che il webinar sia stato di tuo interesse.Ti confermo che i bulloni prima vengono filettati e poi zincati.
La zincatura, ovviamente, accresce il diametro delle filettature proporzionalmente al proprio spessore (generalmente il rivestimento di una bulloneria zincata è mediamente 50 micron)
Questo problema, se non viene preso in considerazione, può compromettere l’accoppiamento dado-bullone.
Per porre rimedio a questo problema possono essere applicati due metodologie. Il primo metodo, il più comune, consiste nell’utilizzare dadi con una filettatura maggiorata. Il secondo metodo, al contrario, consiste nel fare uso di bulloni con una filettatura minorata.
Ma questo avviene in stabilimento di produzione con tolleranze e spessori di lavorazione ben definiti e precisi.
Nel tuo caso particolare (e penso nello specifico ad una catena per murature) quando vai a filettare la barra, le canaule che usi come tenditori (piuttosto che eventuali dadi di fissaggio alle estremità) sono ben definiti e “commerciali” nei passi e nelle dimensioni dei filetti.
Quindi le strade sono due:
Filetti la catena poi vai a proteggere la filettatura in fase di zincatura a caldo e, di fatto, la filettatura non viene zincata e rimane un “punto debole” da proteggere con vernici ad alto contenuto di zinco (ma è possibile che dopo un po’ la ruggine si veda sempre), oppure puoi optare per una zincatura elettrolitica.
Tieni conto che la zincatura elettrolitica non è come quella a caldo e lavora su spessori molto minori. D’altra parte è anche vero che gran parte della bulloneria zincata che è in opera è con bulloni zincati elettroliticamente (zincatura bianca) e hanno quel colore lucido tipo argento (mentre la zincatura a caldo è un grigio opaco). Un limite per la zincatura elettrolitica è la dimensione. Fino a 4500 mm circa non hai grossi problemi, se devi zincare pezzi più grandi è necessario informarsi perchè poche zincherie sul territorio (almeno nella mia zona) riescono ad eccedere a tale limite.
Dipende fondamentalmente dalle condizioni di esercizio (ma per le catene immagino sarai all’interno di un edificio) e dei materiali a contatto: se devi passare in una muratura fatta con malte a base calce è il caso di proteggere meccanicamente la catena dal contatto con le malte.Spero di aver risposto alla tua domanda.
Saluti
Daniele Borgogni -
22 Novembre 2023 alle 9:48 #16239Gianluca Regoli
Buongiorno,
avrei un’altra domanda legata alla “pratica delle strutture in acciaio”. Esistono problemi per unioni saldate (in officina, non in opera) se l’opera in esercizio si trova ad una temperatura costante di circa -27 °C? Nello specifico trattasi di un MAV frigorifero i cui elementi (montanti, correnti, diagonali) presentano delle unioni saldate in officina; so che il materiale d’apporto ha caratteristiche chimico-fisiche adatte alle basse temperature, ma non so per ignoranza se in generale una saldatura può avere problemi a basse temperatura (fragilizzazione?). Grazie -
22 Novembre 2023 alle 11:10 #16243Daniele Borgogni
Buongiorno Gianluca,
provo a risponderti (la tua problematica non è affatto banale).
Per prima cosa, come osservavi tu, è necessario effettuare una oculata scelta del metallo di base e del metallo di apporto (a memoria ricordo che per gli elettrodi rivestiti c’è un codice alfanumerico – KV o KCU – seguito da due numeri che esprimono la temperatura di prova).
Poichè in una costruzione saldata non hai soluzione di continuità, specialmente quando in esercizio lavori in condizioni particolari, viene meno l’intuitiva distinzione tra saldature “importanti” e “secondarie”: il difetto può propagarsi (in virtù della continuità) anche a zone limitrofe che fanno parte dello stesso assieme. Quindi tutto diventa importante. In caso di esercizio a basse temperature puoi avere un innesco e una propagazione delle rotture che possono portare ad una rottura fragile.
Quindi sono fondamentali 2 fattori: il rispetto delle WPS per il caso specifico (quindi specifiche per la resilienza dei materiali che vai ad accoppiare) e i controlli non distruttivi. Nel tuo caso magari è da effettuare con maggior cura. La bassa temperatura va, infatti, ad esacerbare eventuali difetti esistenti e il materiale diventa molto più soggetto a fratture.
Detto questo, un consiglio che sento di darti è quello di controllare il “vincolamento” dei pezzi in fase di saldatura. Cerco di spiegarmi meglio.
Andando a saldare, porti ad elevata temperatura una piccola porzione di acciaio, mentre le zone limitrofe rimangono fredde. Il processo è, quindi autovincolato. Poichè è impedito l’allungamento, sorgono fisiologicamente delle autotensioni. Queste tensioni residue, di fatto, sono quelle che fanno venir fuori le cricche. Dal momento che lavorerai a bassa temperatura, l’idea è che in fase di fabbricazione queste autotensioni vengano contenute il più possibile..
Quindi una idea potrebbe essere quella di effettuare dei preriscaldi e post riscaldi a monte e valle del processo di saldatura. In questo modo, ed evitando con un adeguato studio delle sequenze di saldatura ci possano essere dei vincolamenti “meccanici” troppo gravosi tra i pezzi, dando per scontata l’assenza di difetti, non dovresti avere problemi in esercizio.Diciamo che più di una risposta è un ragionamento a voce alta.
Saluti
Daniele Borgogni -
22 Novembre 2023 alle 14:33 #16247
Buongiorno Gianluca,
Non sono un esperto di questi argomenti, vorrei solo aggiungere una osservazione sperando che possa tornare utile.
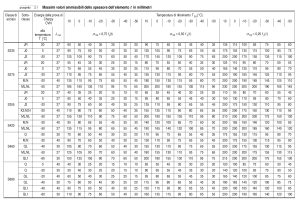
L’Eurocodice 3 parte 1-10 (EN 1993-1-10) “Resilienza del materiale e proprietà attraverso lo spessore”, riporta al prospetto 2.1 una tabella molto utile per scegliere quale acciaio impiegare, in base allo stato di sforzo, agli spessori in gioco ed alla temperatura di utilizzo, affinchè non si abbiano problemi di rottura fragile. Dato un acciaio (ad es.: S275J0), scelto lo stato di sforzo e la temperatura, la tabella consente di trovare lo spessore massimo, al di sotto del quale gli elementi strutturali dovrebbero essere al sicuro da problemi di rottura fragile. Se gli spessori dei nostri elementi sono maggiori, allora bisognerebbe cambiare grado dell’acciaio (da J0 a J2). La tabella è abbastnza cautelativa, perchè sviluppata per strutture saldate e tenendo conto deile situazioni più rischiose.
Quindi, se si controlla di aver scelto acciai e relativi spessori giudicati ammissibili alla luce del prospetto 2.1, e se sieseguono le saldature con accuratezza e le si controlla, si dovrebbe avere un certo grado di sicurezza.
Saluti,
Benedetto Cordova

-
17 Gennaio 2024 alle 12:25 #17233Gianluca Regoli
Buongiorno,
ringraziando per le preziosissime info e sempre complimentandomi per l’alta qualità (e utilità) dei corsi di promossi da CTA, avrei un’altra domanda.
In zona sismica, in Italia, sono ammesse unioni precaricate ad attrito come resistenza allo stato limite ultimo (SLV)? Oppure in condizione sismica SLV si devono dimensionare le unioni sempre a taglio?
Grazie.-
18 Gennaio 2024 alle 9:33 #17242
Caro collega,
provo a rispondere io, poi sentiamo anche l’ing. Borgogni.
Le connessioni delle strutture soggette a sisma che ci interessano sono di due tipi:
a) Connessioni delle aste di controvento, nelle quali i bulloni lavorano per forze di taglio, cioè forze che sono ortogonali al gambo dei bulloni;
b) Connessioni delle flange degli attacchi a momento, dove i bulloni lavorano per forze parallele al loro gambo, cioè di trazione sul bullone.
Le altre connessioni della struttura, quelle delle travi a taglio per esempio, non cambiano passando da strutture non sismiche a strutture sismiche, perché non contribuiscono a portare le azioni sismiche.
Detto ciò, vediamo cosa dicono le norme.
Le Normative Italiane affermano: “I collegamenti bullonati devono essere realizzati con bulloni ad alta resistenza di classe 8.8 o 10.9” (NTC2018 §11.3.4.9, “ACCIAI DA CARPENTERIA PER STRUTTURE SOGGETTE AD AZIONI SISMICHE”). Questa frase però non ci dice molto, perché i bulloni 8.8 e 10.9 possono essere da usare sia a taglio (secondo UNI EN 15048) che ad attrito (secondo UNI EN 14399).
Vediamo allora cosa dicono gli Eurocodici.
L’Eurocodice 8 (EN 1998-1-1 §6.5.5) afferma: “Si raccomanda di utilizzare le categorie B e C di nodi bullonati a taglio in conformità al punto 3.4.1 della EN 1993-1- 8:2004, e la categoria E di nodi bullonati a trazione in conformità al punto 3.4.2 della EN 1993-1- 8:2004. ”.
Quindi per i “nodi bullonati a taglio”, cioè quelli dei controventi, bisogna usare connessioni di tipo B o C. Cosa sono queste categorie di connessioni? Lo spiega l’EC3-1-8 al §3.4.1. Le connessioni di tipo B sono quelle dove si impiegano bulloni 8.8 e 10.9 adatti alla pretrazione (quindi secondo EN 14399) e li si calcola ad attrito per gli stati limite di servizio (SLD) e a taglio per gli stati limite ultimi (SLV). Le connessioni di tipo C invece devono sempre impiegare bulloni 8.8 oppure 10.9 EN 14399 ma devono essere calcolate ad attrito sia per l’SLD che per l’SLV.
Quindi, per i nodi di controventi di strutture sismiche dobbiamo usare solo bulloni 8.8 e 10.9 EN 14399, li dobbiamo serrare e calcolare ad attrito per l’SLD e a taglio per l’SLV, oppure ad attrito sia per SLV che per SLD. Nel secondo caso troveremo più bulloni che nel primo caso.
E per i bulloni delle flange? L’EC8 dice che devono essere connessioni di categoria E, che vuol dire: connessioni che usano bulloni 8.8 o 10.9 EN 14399 precaricati, cioè serrati come nelle unioni ad attrito. In questo tipo di connessioni lo sforzo di trazione sui bulloni non cambia in linea di massima se il bullone è a taglio (EN 15048) o serrato ad attrito (EN 14399), quindi il numero di bulloni sarebbe lo stesso, ma l’Eurocodice dice di impiegare sono questi ultimi.
Spero che queste considerazioni siano di aiuto.
Un cordiale saluto
Benedetto Cordova
-
-
18 Gennaio 2024 alle 10:28 #17244Daniele Borgogni
Buongiorno,
Aggiungo solo una piccola postilla alle osservazioni dell’Ing. Cordova.
In linea di principio le unioni ad attrito sono particolarmente indicate in tutti quei casi in cui si hanno sollecitazioni di tipo dinamico (vibrazioni, urti o sisma). Generalmente vengono dimensionate ad attrito allo SLD e a taglio allo SLV. Sicuramente quanto riportato dall’Eurocodice è quanto di meglio si possa fare. Da un punto di vista tecnologico, tuttavia, è opportuno chiedersi SE valga la pena farlo e che garanzie possiamo avere prescrivendo una unione ad attrito. Cerco di spiegarmi meglio: tutto dipende dal tipo di struttura. Per strutture ordinarie di tipo residenziale o assimilabili, forse sarebbe meglio rinunciare alle unioni ad attrito e a tutto quello che comporta il serraggio e il controllo del serraggio, “accontentandosi” di bulloni UNI EN 15048. Diverso è, ad esempio, il caso degli edifici alti. Sopra certe altezze è prassi (soprattutto negli Stati Uniti) utilizzare bulloni HRC (che loro chiamano TCB) – quelli con il codolino che si stacca una volta raggiunta la corretta coppia di serraggio.
Un caro saluto
Daniele Borgogni
-
-
AutorePost
- Devi essere connesso per rispondere a questo topic.